本文摘要:摘要:针对某氨基酸生产公司废水总氮排放不达标问题,对原有污水处理站进行升级改造,优化原有运行参数,实现部分构筑物的氮素转化效能提升和药耗、能耗的降低,最终高效、低耗和稳定地实现出水水质达标排放。通过对系统进水方式的改变,以及部分构筑物氮素转化功能及设
摘要:针对某氨基酸生产公司废水总氮排放不达标问题,对原有污水处理站进行升级改造,优化原有运行参数,实现部分构筑物的氮素转化效能提升和药耗、能耗的降低,最终高效、低耗和稳定地实现出水水质达标排放。通过对系统进水方式的改变,以及部分构筑物氮素转化功能及设备的完善,解决了进水波动大,总氮去除效果差等问题。并通过优化系统运行参数实现部分亚硝化,为厌氧氨氧化菌(ANAMMOX)的生长提供基质,有效地富集了ANAMMOX菌,实现了能耗的降低。运行结果表明,COD、氨氮、总氮去除率分别为96.7%、99.2%、94.4%,出水满足GB3838-2002排放要求。改造后吨水动力和药剂处理费用3.8元,相比改造前减少了0.5元。
关键词:污水改造;高氨氮;高效脱氮;高COD;低耗
某生物制品公司从事氨基酸产品的生产,在氨基酸发酵工艺的运行过程中会产生高浓度综合废水1500m3/d。由于生产产品根据订单决定,且生产工艺复杂,导致排水水质不稳定,产生废水COD在1000~7000mg/L范围内,BOD占比为95%以上,氨氮质量浓度在300~600mg/L范围内。改造前只对出水氨氮和COD有要求,对总氮没有要求,原有系统只有针对氨氮和COD的去除,总氮去除能力较低。而硝化反应需要消耗碱度,从而导致脱氮池内pH下降,为了维持硝化细菌所需要的pH环境[1-2],在正常运行过程中需要投加大量的碱[3-4]。
为满足当地污水处理厂最新接管标准中对总氮的要求,决定对污水站进行技术改造。以原有的工艺为基础,通过对构筑物功能的改进以及对工艺参数的调整,在出水总氮达标的前提下,实现原有工艺脱氮效能的提升以及能耗和药耗的减少。
1原处理工艺及存在问题
1.1原有处理工艺
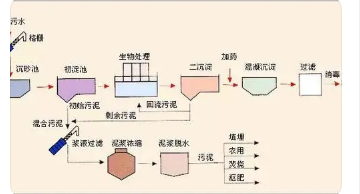
该公司污水站原有运行工艺为厌氧+好氧处理工艺,厌氧系统由2座内循环厌氧反应器(Internalcirculationanaerobicreactor,IC)并联组成,单个IC容积为750m3,并且具有单独尾气处理装置。一级好氧池由6个500m3的池子组成,总容积3000m3,二级好氧池由8个125m3的池子组成,总容积1000m3,各池均装有组合填料。最终出水进入2座表面积为40m2的沉淀池内,污泥脱水系统采用叠螺机及布袋压滤机,污泥压滤后滤液回调节池,泥饼委外处理。
1.2原有处理工艺存在问题
1.2.1进水水质波动大
调试过程中发现,由于产品在生产过程中使用大量硅藻土等无机颗粒物,且没有初沉池对无机沉淀物进行有效分离。大量无机沉淀物堆积在调节池,导致调节池有效容积只有400m3左右,处理量在1500m3/d的情况下,调节池失去了调节功能,导致水质波动较大。
1.2.2部分设备老化好氧池内存在曝气头脱落现象,从而导致好氧池内曝气不均匀,影响溶解氧的利用率。此外还存在填料老化脱落现象,脱落的填料容易造成水泵等运行设备的堵塞,给污水站的稳定运行带来风险。
1.2.3出水水质不满足最新排放标准由于当地污水处理厂最新接管标准中新增了对出水总氮的要求,原有出水水质无法满足总氮排放标准。
1.2.4污水处理费用高原工艺在运行过程中处理每吨水需要投加0.35kg纯碱,此外用于污泥脱水的药剂聚丙烯酰胺、三氯化铁的投加浓度分别是133.3、5.6mg/L,用于除磷的除磷剂投加浓度为28.6mg/L,综合电耗成本,水处理费用4.3元/m3。企业希望在出水总氮达标的前提下,尽可能减少吨水处理费用。
2改造概况与具体改造措施
2.1改造概况
本着以最低经济投入的原则,在原有构筑物的基础上进行改造。经核算后发现只运行1座厌氧塔即可满足除碳要求,将1座厌氧塔用于去除COD,原有的另1座厌氧塔改造为脱氮塔,实现硝酸盐的去除。车间产生废水通过调节池分别进入厌氧塔和脱氮塔,部分回流硝酸盐在脱氮塔去除,进入脱氮塔的原水为反硝化提供了充足的碳源。
将原有一级O1池改造为反硝化池(Denitrificationreaction,DN),减少一级O1的曝气,只起到搅拌作用,经脱氮塔处理后剩余硝酸盐在DN池内去除,通过控制脱氮塔和厌氧塔的原水水量为一级DN池提供合理的碳氮比。将原有一级O2池改造为缺氧池,在缺氧池内实现部分亚硝化反应和ANAMMOX反应,大量的氨氮进入缺氧池形成了高氨环境,调整运行参数实现部分亚硝化,为ANAMMOX菌提供基质。
其余O池继续作为好氧池,实现对氨氮的去除。二级AO作为深度处理,将原有前4个二级O池改造为DN池,增加部分构筑物的硝化液回流以及碳源的补充,确保总氮的达标排放。整个系统内的填料能够很好地提供微生物附着生长的表面积和悬浮生长的空间,并能起到截留悬浮物质、切割气泡等作用,更加有利于系统的稳定运行。为了把公司损失降到最低,改造期间减少车间生产产量,期间车间产生废水在一级AO去除,优先对二级AO池进行改造。
2.2具体改造措施
2.2.1进水波动大的改造措施
由于调节池有效容积太小导致水质波动明显,通过调节池的COD、氨氮的浓度来控制调节池原水进入脱氮塔和厌氧塔的进水量,实现厌氧塔进水负荷的稳定以及反硝化所需合理的碳氮比。若车间来水氨氮浓度高、COD低,则在保持厌氧塔负荷稳定的情况下增大脱氮塔的原水水量,形成合理的碳氮比,若车间来水氨氮浓度低、COD高,则增大厌氧塔进水水量,减少脱氮塔进水水量,让大部分的COD在厌氧塔内去除,剩余COD作为反硝化碳源。此外,通过控制车间排水方式,将浓度低的废水与浓度高的废水混合后排放,从源头减少进水水质的波动。
2.2.2一级脱氮池改造措施
1)原有一级O1池改为DN池。原有一级O1池内溶解氧过高,不利于反硝化细菌的生长。将原有一级O1池改为DN池减小DN池内的曝气,将其溶解氧控制在0.mg/L以下,仅限于起到搅拌的作用。通过调节IC塔和脱氮塔的原水进水量,为DN池提供合理的碳氮比,将脱氮塔未处理的硝酸盐在一级DN池内去除,从而达到进一步降低总氮的目的。
2)原有新O2池改为缺氧池。O3、O4、O5、O6池继续作为硝化池将O2池改为缺氧池,控制溶解氧在0.5mg/L左右,通过游离氨(FA)等参数的联合控制实现亚硝化,为ANAMMOX提供基质。O3、O4、O5、O6池继续作为硝化池,将厌氧池剩余的氨氮在后端转化为硝酸盐,控制O3、O4、O5池溶解氧在2mg/L。为防止回流的硝化液携带过量的氧至DN池影响反硝化细菌的影响,将O6池溶解氧控制在1mg/L。
2.2.3二级脱氮池改造措施
二级脱氮池的改造目的在于对一级出水总氮的深度处理,并确保出水总氮达标。若一级总氮去除效果出现波动可在二级脱氮池内增加碳源并增加硝化液回流量实现总氮的去除,从而确保出水水质的达标排放。在改造期间减少生产规模,停止二级脱氮池进水,对池内损坏的填料和曝气头进行更换清理,将旧O1、O2、O3、O4改造成DN池,在池内添加搅拌机,仍然保留旧O5、O6、O7、O8池的硝化作用,并将O8池的硝酸盐回流至DN池内。在O8添加除磷剂,保证出水总磷的达标。
2.3改造后运行效果
通过改造后进出水水质能够稳定达标排放。在此期间日均处理水量1315m3/d,进水COD为564~6775mg/L,平均进水COD为2991mg/L,进水COD平均方差由改造前的1852减少至892,水质波动情况明显好转,经过处理后出水COD稳定在150mg/L左右达到排放标准。进水氨氮质量浓度为115~632mg/L,平均进水氨氮质量浓度为350mg/L;进水总氮质量浓度为155~642mg/L,平均进水总氮质量浓度为380mg/L,氨氮值的平均方差由改造前的156减少至82。
总氮平均方差由改造前的187减少至95,进水氨氮与总氮差值不大,有少量的有机氮存在,通过厌氧塔的氨化左右将有机氮转化为氨氮,后经脱氮池去除,出水总氮与三氮差值不大,相对改造前总氮数据来看,达到了去除总氮的目的,且出水稳定达标。进水总磷质量浓度为5~36mg/L,平均进水总磷质量浓度为12mg/L。进水各项指标波动虽有明显好转但是仍然具有波动性,通过进水水量的分配和构筑物参数的调控使来保证反应器的稳定运行,最终实现出水水质达到当地污水处理厂接管标准。
3工艺探讨
3.1厌氧塔的调试运行
原有工艺中2座IC塔并联运行,由于IC容积过大,运行负荷较低,进水COD被大量消耗出水COD过低,严重浪费了有机物资源。经核算后发现只运行1座IC即可满足除碳要求,调试初期在厌氧塔中接种厌氧颗粒污泥,进水提供的上升流速仅0.39m/h,为了保证颗粒污泥的悬浮效果,通过增加顶部出水回流至底部形成外循环提供上升流速,使污泥处于悬浮状态。为预防反应器酸化,定期检测反应器内挥发性脂肪酸(VFA)含量,并保证调节池进厌氧塔pH处于6.5~7.5之间,由于车间生产工艺为发酵工艺,排水自带温度为35℃,厌氧塔内温度可以保持在33℃左右,有利于厌氧菌的生长繁殖。
可以看出,刚开始运行2d时,由于车间排放一股高浓度水进入系统COD为7000mg/L,短时间内负荷提升至4.2kg/(m3·d),随即采取降低进水量的措施,保证系统负荷维持在1~2kg/(m3·d)。运行至第5天,车间排放一股低浓度水进入系统COD为500mg/L,此时厌氧塔内负荷降低至0.1kg/(m3·d),采取加大进水水量的措施,来保证负荷的稳定。随后与车间沟通将高浓度废水暂时储存,与低浓度废水中和后排放,确保进水负荷波动不大。系统运行20d以后负荷基本保持在1~2kg/(m3·d),运行初期,由于新接种的污泥对该类废水需要一定的适应时间,去除率一直保持在80%左右,运行20d以后去除率有了明显的提升,且稳定在95%左右。
4总结
本次改造有效地解决了出水总氮不达标、进水水质波动大等问题,改变原有的进水模式,通过对厌氧塔和脱氮塔原水水量的分配,来实现进水负荷的稳定,并将传统的二级A/O工艺进行参数的优化,实现了ANAMMOX菌的富集减少了药耗和能耗。吨水动力和药剂处理费用从原有的4.3元/m3下降为3.8元/m3,为企业节约了运行成本。
参考文献:
[1]谢立群.IC-A/O工艺处理谷物蛋白废水[J].工业水处理,2015,35(1):94-96.
[2]郑耀辉.两级AO处理高氨氮发酵制药废水中的工程实践[J].化学工程与装备,2019,(6):314-317.
[3]刘亚琴.印染园区污水处理厂工艺改造与运行[J].工业水处理,2018,38(7):99-102.
[4]王祥清.氨基酸废水生物处理工程实例[J].现代化工,2019,39(2):195-198.
[5]李祥.亚硝化的实现及与厌氧氨氧化联合工艺研究[J].环境科学,2016,36(7):1272-1277.
[6]刘子剑.短程硝化反硝化生物脱氮技术的影响因素及工程应用[J].吉林水利,2013,372(5):41-45
作者:夏子翔1,2,李祥1,2,黄勇1,2*,谈新伟1,2,高佳琦1,2,丁鑫1,2
转载请注明来自发表学术论文网:http://www.fbxslw.com/jjlw/29234.html

